SLS尼龍(玻纖)也是e鍵打印客戶經(jīng)常3D打印的材料,今天就來介紹一下在產(chǎn)品設計中針對尼龍材料的設計指南。看完這篇文章之后,希望對你有用。
尼龍模型是由米白色、極細的粉末顆粒構(gòu)成,產(chǎn)品有較高的強度和一定的柔韌性,可以承受較小的沖擊力、耐輕微彎折。模型表面呈現(xiàn)出磨砂、顆粒狀外觀,有輕微的滲透性。
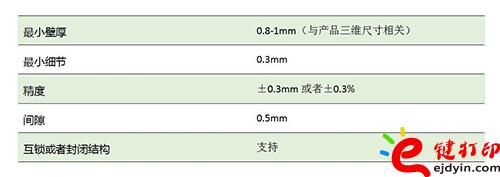
1、設計規(guī)范
2、基本原則、建議及策略
1)壁面厚度
對于3d打印,壁厚是指模型的一個表面與其相對應表面間的距離。壁厚要么讓你的壁面堅固結(jié)實,要么柔韌易變形。指定很小壁厚的一個典型例子是螺旋結(jié)構(gòu)設計,螺旋結(jié)構(gòu)需要一定的阻尼特性,這種設計使得它輕且柔韌。增加壁厚會產(chǎn)生相反的效果,這對螺旋結(jié)構(gòu)花瓶的設計更為合適。
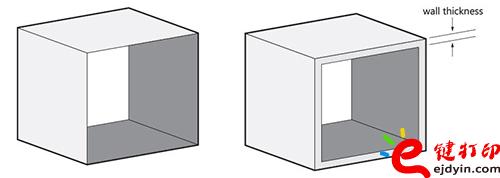
2)模型抽殼
如果可能的話盡量對模型抽殼,這會避免打印過程中產(chǎn)生變形和污點。你既可以僅僅對模型抽殼,使為燒結(jié)尼龍粉末封閉在模型內(nèi)。也可以設計一個小孔(兩個更好),在打印后很容易將未燒結(jié)粉末倒出來。

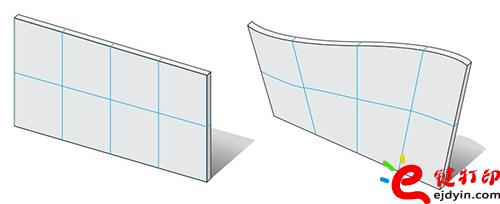
3)大平面會引起翹曲
設計一個A4紙大小的平板是個很壞的注意,大部分情況下你的模型會變形。這一過程被稱作“翹曲”。即使你在平面底部添加加強筋,并不能解決這一問題,它甚至會加大變形的概率。關(guān)鍵是在設計時盡量避免出現(xiàn)大的平面結(jié)構(gòu)。
4)運動零件間的間隙
當你設計類似珍珠項鏈的聯(lián)鎖結(jié)構(gòu)時,產(chǎn)品表面間的間隙非常關(guān)鍵,它將影響到產(chǎn)品的靈活性和彎曲性能。我們建議模型表面的間隙之最小保持0.4mm,如果能允許更大間隙更好。
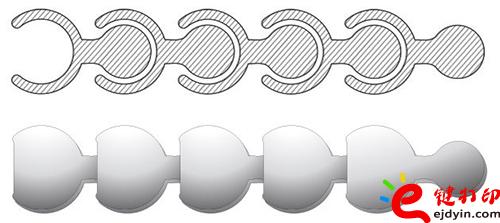
你的設計越復雜,粉末倒出來也越困難,試著想象粉末是如何在產(chǎn)品空間內(nèi)流動的。
當你設計一些類似項鏈的結(jié)構(gòu)時,確保你為模型留了足夠的間隙。當把產(chǎn)品從打印機內(nèi)拿出來時,它能讓環(huán)間粉末很容易流出來。
環(huán)間的空間至少保證為0.4mm,能大一些更好,環(huán)間的間隙和你換設計尺寸密切相關(guān)。對于大環(huán)你可以留很大間隙,在有限的空間內(nèi)可以打印更多的產(chǎn)品。對于小環(huán),你必須限制空間以保證環(huán)間的水平、垂直距離。
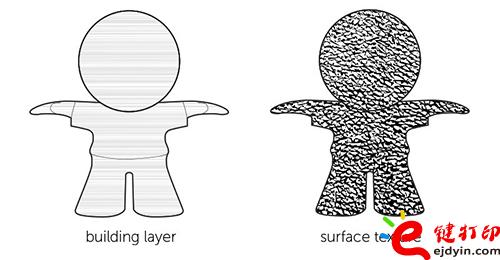
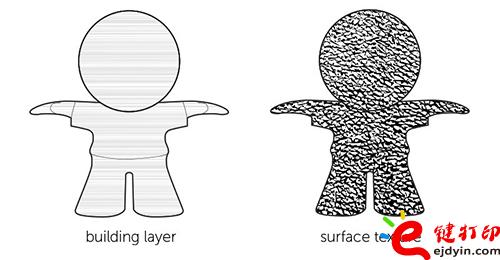
5)添加紋理以隱藏臺階紋
由于3d打印逐層累積的本質(zhì),產(chǎn)品表面經(jīng)常會出現(xiàn)可見的臺階紋。為去掉這些臺階紋,通常要對模型進行拋光。然而,你也可以在設計時添加紋理來隱藏臺階紋。
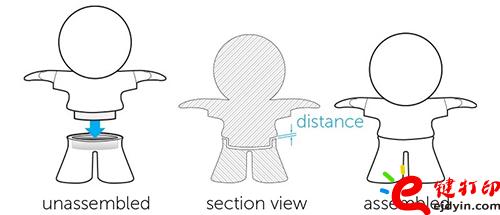
6)裝配
當設計需要裝配的模型時,相連接零件保留足夠的間隙非常重要。軟件上的完美裝配并不意味實際產(chǎn)品也如此,因為軟件不會考慮真實世界存在的摩擦力。因此,不同零件間至少留0.6mm距離。
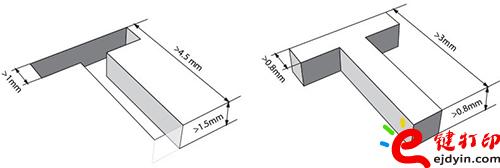
7)凸凹細節(jié)
對于下凹的文字或表面細節(jié),我們建議文字線條寬度至少1mm,深度1.5mm,整體高度至少4.5mm。凸起的文字或者表面細節(jié)應該有足夠的強度,在打印或者運輸過程中不至破壞。我們建議文字線寬至少0.8mm,整體高度至少3mmm,凸起高度至少0.8mm。
3、尼龍拋光基本原則、建議及策略
打磨(也稱機器打磨)是尼龍產(chǎn)品的一道特殊后處理工藝。為得到光滑的表面,將模型放入裝有小石頭的滾筒,滾筒做高頻振動起到打磨產(chǎn)品的作用。
1)只有強度高部分能保持完好
多種因素會導致產(chǎn)品拋光的結(jié)果難以預料。其中一個原因是模型的幾何特征,每次放入設備的模型結(jié)構(gòu)都可能不同。一般來說,你應當保證所有的壁面厚度不低于1mm。盡管在打印前我們會仔細擺放模型,盡量壁面模型逐層打印時出現(xiàn)薄弱點,但是你的模型某些結(jié)構(gòu)仍有可能比其他部分對拋光作用更敏感。因此,我們建議在設計允許的前提下,盡量為壁面增加“額外厚度”。對有如小柱等細微特征的模型不建議拋光,它們在拋光時很容易被損壞。
2)內(nèi)表面拋光
前文已經(jīng)提到,小石頭是用來拋光模型表面的。但是,受石頭尺寸的影響,它們很容易卡在產(chǎn)品的小內(nèi)孔處。因為,我們建議所有需要拋光的開孔直徑應該大于6.5mm,它能幫助避免出現(xiàn)石頭卡孔的現(xiàn)象。同樣要注意到,模型內(nèi)表面始終比外表面拋光要少。實際上,如果開孔小于6.5mm,模型內(nèi)表面不會被拋光,因為石頭沒法進入到模型內(nèi)部。
3)圓邊
如果你的模型包含銳利的邊緣,將會被倒圓角。圓角和面的平滑過渡區(qū)域比銳利邊的拋光程度更高。
4)凸凹細節(jié)
模型上凸起的細節(jié)傾向于被石頭打磨掉,確保這些細節(jié)凸起高度超過1mm,否則當拋光完這些細節(jié)可能會消失。下凹細節(jié)問題較小些,因為大多數(shù)情況下石頭無法進入凹槽,但是邊緣仍可能被影響到。從安全考慮,確保凹槽深度大于1mm。
4、尼龍組合件基本原則、建議及策略
一個3D模型文件可以有多個獨立的殼體。如果這些殼體是類似鎖甲的互鎖零件,請參照前文“運動零件的間隙設置”來設計。如果產(chǎn)品不是互鎖或者相交結(jié)構(gòu),需要遵守一些額外的原則。
1)零件你在哪?
如果一個模型文件包好多個不互鎖或者相連殼體,會給生產(chǎn)人員帶來很多麻煩。首先,辨認所有的零件或者殼體可能很困難。當生產(chǎn)你的產(chǎn)品時,你的零件會與其他訂單產(chǎn)品混合在打印機里。大部分打印機有固定的加工區(qū)域。為了節(jié)省時間和成本,我們會在設備允許的條件下盡量填滿多個訂單零件。這種虛擬的三維擺放會用于3d打印。當產(chǎn)品加工完成后,我們得到一塊內(nèi)部填滿零件的粉末塊。如果里面包含多個小的、不相連的殼體,你將發(fā)現(xiàn)從粉末中辨認所有的小零件是件多么痛苦的事情。因此,為了解決這一問題,我們只接受零件要么相連、要么可以封裝在容器內(nèi)。繼續(xù)閱讀下文獲取更多細節(jié)和這些操作的重要作用。
2)連接零件
保證你設計的所有殼體待在一起、且可以當做一個零件處理的一種方法是用支撐梁連接所有殼體。所有零件連接良好、支撐梁足夠堅固非常重要。保證梁的最小壁厚不小于3mm,小于這個尺寸厚度可能會不夠堅固,難以支撐你設計的各個零件。
單個零件越重,連接梁應該越厚。如果零件的連接結(jié)構(gòu)太薄弱,你有丟失零件的風險。為了減輕重量,對厚重零件可以抽殼處理。別忘記打幾個通孔,保證零件內(nèi)部粉末可以倒出來,否則的話零件不會減重太多。抽殼后零件壁厚應當小于5mm。
建議每個殼體有4個堅固的連接結(jié)構(gòu)。殼體越大,正確連接殼體的難度越大,這也是要求設計模型三個方向尺寸之和(X+Y+Z)小于350mm的原因。
3)零件串在環(huán)上
如果你的零件有通孔,另外一種連接方式是把它們串在環(huán)上。把你的零件串在一個鎖鏈形封閉環(huán)上,保證我們可以把所有零件當做整體來處理。然而,一旦對零件這樣分組,我們就不能對它們單獨擺放位置或者調(diào)整零件間距。為了避免加工過程出現(xiàn)問題,為每個零件預留至少1mm的間隙。環(huán)的最小厚度不低于3mm。控制環(huán)上零件數(shù)量,許多大且重的零件更容易破壞環(huán)。環(huán)破壞風險很高的設計是不允許的。
4)全封閉盒
最后的方案是在你零件周圍設計一個封閉的盒體。因為盒體上沒有孔,所有的粉末會留在盒體內(nèi)。記住給盒體添加類似設計文件名稱的唯一標記,這樣我們很容易找到你的零件。標記雕刻文字要使用類似Arial Black的易讀字體。我們建議字體線寬至少1mm,深度8mm,整體字高至少3mm。
對于燒結(jié)盒的壁面,厚度至少1.2mm。注意最后你需要剪開燒結(jié)盒取出零件,壁厚越大難度越大。
除了燒結(jié)盒特征外,要保持盒內(nèi)零件及零件與燒結(jié)盒內(nèi)壁間隔大于3mm。如果距離小于這個數(shù)值,零件可能會被燒結(jié)在一起。
如果燒結(jié)盒整體體積大于1700cm3,你要注意盒內(nèi)零件的密度。零件密度太大會導致產(chǎn)品冷卻異常,有可能造成產(chǎn)品發(fā)黃或者變形。把模型的總體積限制在燒結(jié)盒體積的10%以下。
記住最后所有多余的粉都需要你自己清理出來,準備一個可以接受一些粉塵的工作區(qū),否則使用上面的其他方法。
我們也建議為盒體設計便于開孔區(qū)域,這個可以通過開孔實現(xiàn),如0.8×2mm的長方形孔。
5)網(wǎng)格盒體
另一個允許你把多個殼體一次打印的方法是把所有零件放入盒子,也就是你需要設計一個包裹所有零件的容器。設計合體時你要遵循一些基本的原則。記住給盒體添加類似設計文件名稱的唯一標記,這樣我們很容易找到你的零件。標記雕刻文字要使用類似Arial Black的易讀字體。我們建議字體線寬至少1mm,深度8mm,整體字高至少3mm。
建議使用穿孔的盒子,它能允許我們把多余的粉末從零件中取出來。這里是我們建議燒結(jié)盒的最小特征尺寸:格線最小壁厚1.2mm,網(wǎng)格尺寸最小4×4mm,網(wǎng)格尺寸最大15×15mm。確保盒內(nèi)零件無法通過穿孔,所用零件都待在燒結(jié)盒內(nèi)部。通過通孔的零件可能會丟失。
除了燒結(jié)盒特征外,要保持盒內(nèi)零件及零件與燒結(jié)盒內(nèi)壁間隔大于3mm。如果距離小于這個數(shù)值,零件可能會被燒結(jié)在一起。
如果燒結(jié)盒整體體積大于1700cm3,你要注意盒內(nèi)零件的密度。零件密度太大會導致產(chǎn)品冷卻異常,有可能造成產(chǎn)品發(fā)黃或者變形。把模型的總體積限制在燒結(jié)盒體積的10%以下。
如果盒內(nèi)有易碎零件,我們建議把這些零件連接在殼體上,它能阻止運輸過程中易碎件彼此撞擊。否則運輸過程中搬運零件會導致盒內(nèi)零件松散,并互相破壞。
6)結(jié)果
一旦打印完成,都需要通過毛刷或者噴砂來去除每個模型上附著的殘余粉末。對于分組的模型也需要如此,但是這種情況下清理干凈每個零件更為困難。因為零件彼此之間或者與燒結(jié)盒相連,這或?qū)е虏皇撬械倪吔嵌寄芴幚淼健U堊⒁猱斒盏截浳飼r,產(chǎn)品可能會殘留少量粉末。為了進一步處理干凈模型,可以使用毛刷或者壓縮空氣。
注意分組的模型僅提供自然處理。由于上文所述的關(guān)于這類模型的限制,并不能保證很好的結(jié)果。也可以使用其他的后處理工藝,但是需要非常干凈和可接觸的零件,對于裝在盒體內(nèi)的分組模型并不適用。
5、模型植絨基本原則、建議及策略
與模型噴漆不同,有些處理不僅會改變產(chǎn)品的外觀,也會改變其觸摸效果。當對模型進行植絨處理,把合適粘合劑涂于產(chǎn)品表面。然后,纖維織物滲透粘合劑表面以產(chǎn)生想要的絲絨效果。
1)植絨
為模型表面添加絲絨效果的工藝叫植絨,要用到靜電植絨設備。首先,把合適的粘合劑涂于產(chǎn)品表面。然后把金屬針與模型表面相連并接地。通過植絨機植絨獲得負電位,絲絨材料垂直飛向基板,粘附在之前涂的粘合劑上。模型總有個地方會有標記,因為需要插入接地針。因此,我們預期會有直徑1.6mm、深度2mm金屬針孔,建議在模型不可見部位選擇布針位置(比如底部)。
2)尖角與細節(jié)
由于植絨把纖維粘在模型表面,產(chǎn)品的細節(jié)沒那么脆。粘結(jié)劑會被噴在模型表面,難以到達區(qū)域覆蓋膠水較少,這些部位的絲絨也會偏少。因此,如果要使用植絨工藝,盡量避免設計存在尖角或內(nèi)部結(jié)構(gòu)模型(如花瓶)。非常細小部分(如小特征、鉸邊、框架等)也難以覆蓋纖維,因為植絨附著區(qū)域有限。
工業(yè)設計師應該要懂一些材料的特性,這樣設計出來的產(chǎn)品會更接地氣,能提前預知到3D打印打樣過程中會遇到的問題,減少不必要的麻煩。
3D打印在線服務平臺操作流程:
國內(nèi)的3D打印在線服務平臺,大同小異,還是以e鍵打印為例,流程如下:
1.準備好您的3D打印立體模型文件(格式為.STL/.STP/.IGS/.OBJ/.BREP等)推薦用.STL文件。
2.注冊帳戶,在3D打印用戶注冊頁面注冊。
3.到模型文件上傳頁面完成上傳操作。
4.選擇材料進行報價。
5.確認后在線支付。
6.坐等收貨。
以上為全部操作流程。希望能幫到您。
e鍵打印是一家集3D打印、CNC加工、手板復模、絲印噴油后期加工于一體的3D打印在線服務平臺,擁有10年以上行業(yè)經(jīng)驗,央視報導,政府大力支持的創(chuàng)新型企業(yè)平臺。好不好,您來體驗一次就知道了。
3D打印技術(shù),在線3D打印服務,在線3D打印平臺,3D打印平臺優(yōu)勢,在線3D打印流程,在線3D打印服務商,手板打樣價格,手板模型加工,3D打印后期處理,手板模型后期加工,e鍵打印,e鍵打印平臺,工業(yè)設計,3D打印材料,CNC加工,手板打樣,3D打印后處理

官方微信:CKLM88
e鍵打印如何提供高效率3D打印服務?
1.精準定位,面向B端(含個人)用戶,滿足海量用戶碎片化3D打印需求;
2.用戶至上,數(shù)量不限,一件產(chǎn)品也可為用戶打印生產(chǎn);
3.行業(yè)創(chuàng)新,打印流程完全實現(xiàn)自動化操作,系統(tǒng)1分鐘報價出單;
4.整合資源,優(yōu)中選優(yōu),整合全國線下2000+臺工業(yè)級3D打印機(設備資產(chǎn)超3億人民幣),為用戶提供最實惠、高精度、最齊全的3D打印服務;
5.精簡流程,打印產(chǎn)品最快24小時內(nèi)送抵至用戶手中;中小企業(yè)的的絕對佳合作伙伴,個人愛好者發(fā)燒友的高性價比平臺.3D打印成功案例展示,央視報導
6.夠?qū)I(yè):與豐田本田等眾多國際知名企業(yè)長時間合作,十年以上3D打印模型/手板加工打樣/批量復模/CNC加工經(jīng)驗,期待與您的合作!
e鍵打印的合作企業(yè):蘋果,豐田,SONY,LV,本田,東風


